

Computer Vision for PPE Compliance Monitoring in Industrial Worksites
Workplace safety is still one of the most important concerns for industrial operations. Personal protective equipment is a key factor in reducing risk exposure in manufacturing plants, warehouses, construction sites, oil and gas facilities and mining environments, all of which operate under stringent safety requirements. Where safety protocols are already in place, monitoring PPE compliance is still largely a manual process. Safety officers conduct inspections, supervisors conduct routine checks, and compliance reporting is typically done through observations and documentation. These processes are still important but it is difficult to maintain consistent oversight across large and fast moving industrial sites. Organizations are using Computer Vision for PPE Compliance Monitoring to enhance the safety using existing video infrastructure and AI-powered analytics.
Understanding PPE Compliance Monitoring using Vision AI
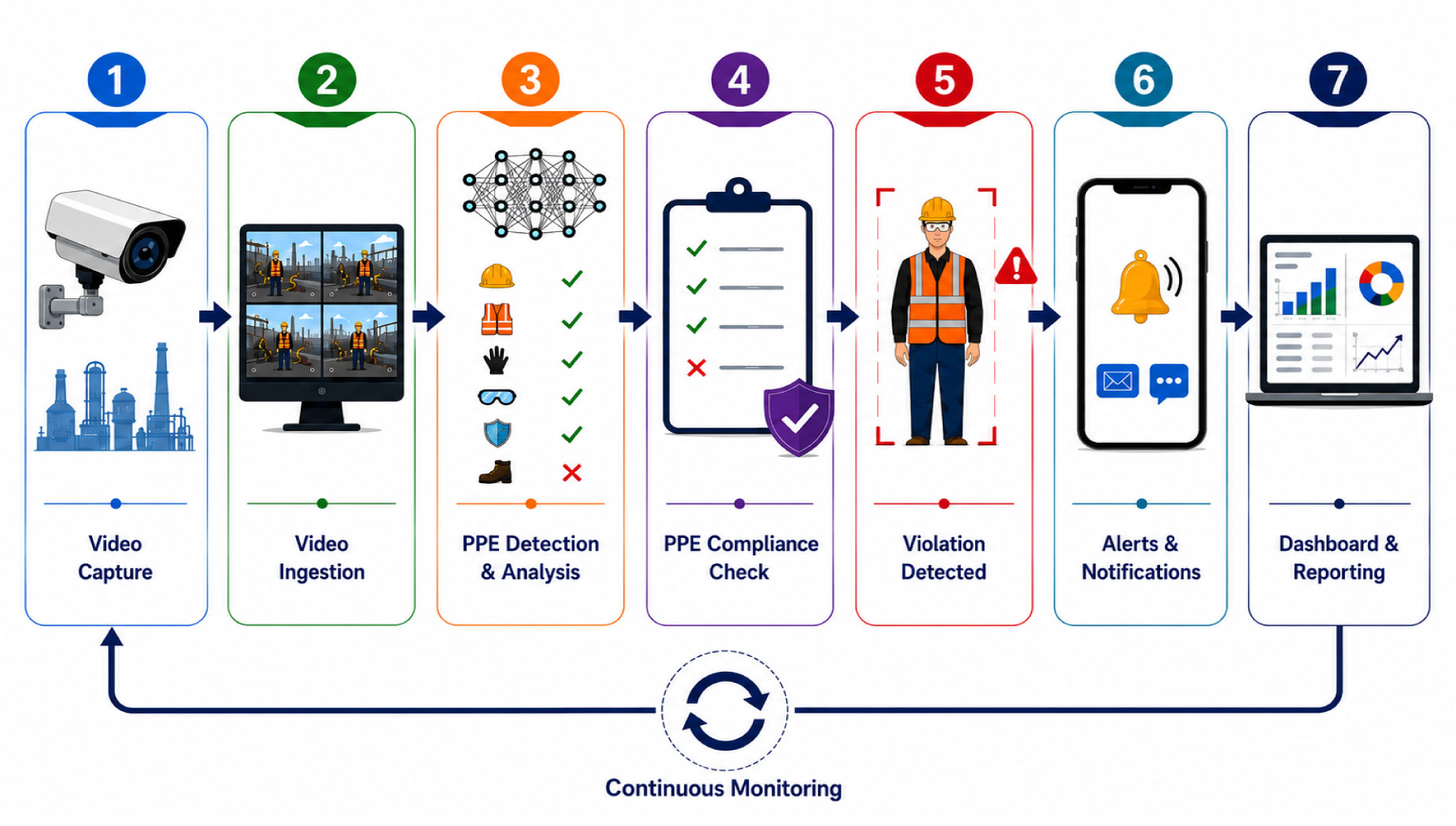
Computer vision-based PPE monitoring employs Deep Learning models for real-time analysis of video streams to identify whether workers are equipped with necessary safety equipment in designated operational areas.

These systems are trained to identify workers and detect common protective gear such as,
- Hard hats
- Safety vests
- Gloves
- Safety glasses
- Face masks
- Face shields
- Safety footwear
If a worker enters a monitored space without the proper equipment, the system can send alerts that can be instantly checked by safety personnel or operations teams. It’s not intended to replace safety teams, but to provide visibility across areas where manual monitoring may not be feasible on a continual basis.
How Workplace Safety with PPE Detection using Vision AI works?
Most PPE compliance solutions work directly with existing surveillance systems and IP cameras already in use throughout industrial facilities. PPE Detection with Computer Vision system trained to identify workers and safety equipment and then analyze live video feeds in real time. The system operates with predefined safety rules based on operational zones within the plant.
For example,
- Gloves, masks, and eye protection possibly will be necessary in a chemical handling location.
- Helmets and reflective safety vests can be necessary at a loading dock.
- Before entering a restricted production floor, complete PPE compliance can be necessary.
If a compliance violation is detected, notifications can be sent to supervisors, control rooms, safety managers or to a central monitoring system. Organizations can also get compliance reports, incident trends, and historical analytics, as well as live alerts, to help with audits and ongoing safety management efforts.
Why Organizations are Implementing PPE Compliance Monitoring using Vision AI
The industrial environment is one of continuous movement, multiple shifts and large workforces working in different operational zones. Manual enforcement of consistent PPE compliance in these environments can be resource intensive. Worker safety monitoring with PPE using Computer Vision, organizations can reduce the operational burden of the routine inspections and increase safety oversight.
- Safer Workplaces: Real-time monitoring allows you to discover noncompliance before unsafe situations result in incidents or injuries.
- Fast Safety Violation Notifications: Supervisors receive notification simmediately to solve safety problems fast.
- Reduced Manual Inspection Workload: Safety teams can channel their efforts towards more significant operational hazards, rather than repetitive compliance inspections.
- Enhanced Compliance Reporting: Digital records and analysis provide recorded compliance data that may be used toassist internal reviews, audits and regulatory reporting.
- Reduced workplace downtime: Fewer workplace events result in less downtime, operational delays, and financial losses.
Vision AI Based Monitoring of Personal Protective Equipment in Industrial Applications
AI-powered PPE monitoring is becoming increasingly popular in industries where worker safety and compliance are of utmost importance.
- Manufacturing facilities
- Construction Sites
- Warehousing and Logistics Operations
- Oil and gas facilities
- Mining operations
- Chemical Processing Plants
- Power generation environments
- Pharmaceutical production facilities
These industries operate in an environment where even the smallest safety violation can present major operational and workforce risks.
Key Considerations When Deploying Personal Protective Equipment Detection
Effective PPE monitoring is subject to operational and environmental factors.
- Camera Placement and Visibility: The accuracy of detection is heavily dependent on the placement of the camera; the lighting conditions and the clear visibility of the area being monitored.
- Environmental Conditions: Dust, smoke, vibrations, weather exposure and low-light conditions are common in industrial environments, and they impact on video quality and detection performance.
- Differences in PPE: There are different designs, colors and looks for protective gear in each organization and vendor. The data trained AI models need to have the ability to correctly identify these variations.
- Employee Communication and Privacy: Organizations should have explicit policies for safety monitoring procedures and explain the goal of monitoring systems. Improving workplace safety and lowering risk should take precedence over employee surveillance.
The Future of AI for Workplace Safety
The scope of Computer Vision applications is quickly widening beyond detecting PPE to include broader workplace safety management.
- Monitoring of hazard zones
- Detection of fall
- Vehicle proximity warnings
- Detection of unsafe behavior
- Restricted zone monitoring
- Analysis of worker fatigue
These technologies allow for a more proactive approach to industrial safety, helping teams identify risks earlier and respond more effectively.
Conclusion
Computer Vision-based PPE compliance monitoring provides a scalable and feasible way for industrial organizations to enhance workplace safety measures. The combination of real-time monitoring, automated alerts and compliance analytics can help organizations to improve operational visibility, ensure regulatory compliance and reduce the risk of workplace incidents. As industrial practices continue to evolve, technology-based safety systems are playing an ever-greater role in long-term operational strategy.
Contact us to explore how our PPE compliance monitoring solution can support safer and more efficient industrial operations.